Introduction: Challenges and Innovative Solutions for Turbine Blades
Turbine blades, as core components of aero-engines, gas turbines, and steam turbines, operate under extreme conditions including high temperature, high pressure, high rotational speed, and corrosive environments. Statistics show that under extreme operating conditions, the leading edge temperature of superalloy blades can exceed 1,100°C, with surface stress surpassing 300 MPa. Traditional repair techniques such as TIG welding and thermal spraying face challenges including large heat-affected zones, insufficient bonding strength, and high material dilution rates, typically restoring blades to only 60-70% of their original performance.
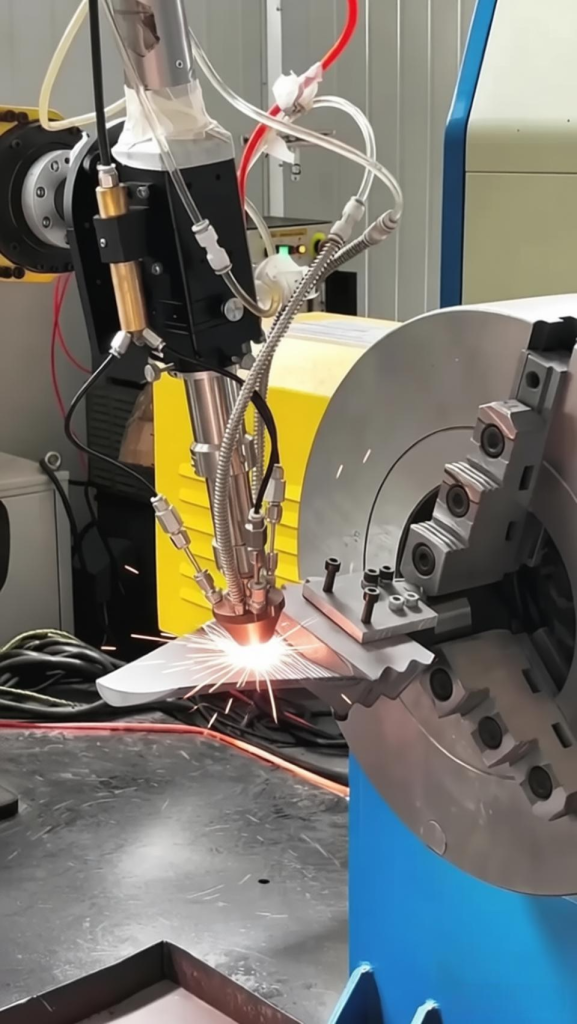
Laser cladding technology utilizes a high-energy-density laser beam (typically 1×10⁴~1×10⁶ W/cm²) to instantaneously melt synchronously fed alloy powder, forming a metallurgically bonded cladding layer on the substrate surface. This technology offers precise and controllable heat input (with heat-affected zones controllable within 0.1-1.2 mm) and dilution rates below 5%, providing a breakthrough solution for high-performance repair and manufacturing of turbine blades.
Core Technical Features of Laser Cladding for Turbine Blades
1. Ultra-Low Heat Input and Precision Control
Utilizes short-wavelength fiber lasers (typical wavelength 1,070 nm) with 3D dynamic focusing systems, adjustable spot diameter range: 0.3-4.0 mm
Melt pool temperature gradient up to 10⁶ K/m, cooling rate reaching 10³-10⁶ K/s, forming fine and uniform microcrystalline structures
Heat-affected zone depth reduced by over 70% compared to conventional methods, significantly lowering substrate deformation risk
2. Excellent Metallurgical Bonding Quality
Interface bond strength reaches 85-95% of substrate material, far exceeding the 30-50% of thermal spray techniques
Porosity controlled below 0.5%, significantly reducing crack susceptibility
Layer thickness accuracy up to ±0.1 mm through real-time melt pool monitoring and closed-loop control
3. High-Performance Material Compatibility
Successfully applied materials include: nickel-based superalloys (Inconel 718/738, CMSX-4), cobalt-based alloys (Stellite 6/21), metal-ceramic composites, etc.
Capable of preparing functionally graded materials, achieving continuous compositional transition from substrate to surface
High-temperature endurance strength (815°C) of cladding layers improved by 40-60% compared to pre-repair condition
4. Digital Intelligent Process
Integrates six-axis robots, 3D scanning, and adaptive path planning systems
Real-time monitoring parameters: melt pool temperature (±10°C accuracy), morphology, spectral characteristics
Process database accumulates over 5,000 sets of optimized parameter combinations
Typical Application Scenarios and Performance Data
Aero-engine Blade Repair
Leading Edge Repair: Cobalt-based alloy cladding restores aerodynamic profile, high-temperature oxidation life improved 3-5 times
Tip Wear Repair: Cladding thickness 0.8-2.5 mm, restoring original dimensional tolerance ±0.05 mm
Crack Repair: Post-repair fatigue strength reaches 92% of new parts, single-part cost reduction 65-75%
Land-based Gas Turbine Blades
Thermal Barrier Coating Bond Coat Repair: MCrAlY material cladding, bond strength increased above 180 MPa
Corrosion Area Repair: IN625 cladding on IN738 substrate reduces high-temperature corrosion rate by 70%
Complete Remanufacturing: Repair of large blade damage areas via laser cladding additive manufacturing, material utilization reaching 95%
Industrial Steam Turbine Blades
Water Erosion Protection: Stellite 6 cladding on blade top inlet edge improves water erosion resistance 8-10 times
Fatigue Damage Repair: Post-repair high-cycle fatigue life restored to 85-90% of new parts
Technical and Economic Benefit Analysis
1.Direct Economic Benefits
Repair costs only 30-40% of new part procurement
Single-part repair cycle shortened to 40% of traditional methods
Material consumption reduced by 50-70%
2.Full Lifecycle Benefits
Blade service life extended 2-3 times
Spare parts inventory capital occupation reduced over 60%
Equipment availability improved 15-25%
3.Sustainable Development Contribution
Energy consumption only 20-30% of traditional manufacturing processes
CO₂ emissions reduced over 70%
Efficient recycling of precious metals (cobalt, nickel, etc.)
Quality Control and Standard Certification
Strict adherence to ASME B46.1, ISO 25178 surface quality standards
Cladding layer mechanical properties meet AMS 4999, ASTM F3056 specifications
Comprehensive non-destructive testing: FPI penetrant testing, X-ray testing (compliant with ASTM E1742), ultrasonic testing
Establishment of full-process quality traceability system with data retention period not less than 15 years
Future Technology Development Trends
1.Ultra-High-Speed Laser Cladding: Cladding speed increased to 200 m/min, efficiency improved 5 times
2.AI Process Optimization: Machine learning-based parameter adaptive systems
3.Multi-Material Composite Cladding: Gradient composition of 3+ materials in single processing operation
4.Online Quality Prediction: Real-time cladding quality prediction accuracy ≥95% based on digital twin technology
Conclusion
Laser cladding technology is reshaping the technical landscape of turbine blade repair and manufacturing. As laser cladding equipment manufacturers, we provide complete turnkey solutions including high-performance laser cladding machines, specialized materials, process packages, and technical services, successfully applied in over 200 aviation and energy enterprises worldwide. Through continuous technological innovation, we are committed to advancing turbine blade maintenance toward greater efficiency, precision, and sustainability.